


ハイスピンカシメ 回転トルク向上策

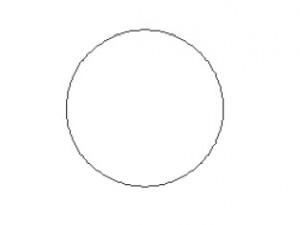
強度が必要な機構部品で採用されることの多いカシメピンの下穴は、通常丸穴を加工しますが、そのままでは高い回転トルクが要求された場合は、溶接等の追加工を行うことが必要となるので、コストアップとなってしまいます。さらに溶接することで外観上も影響が出てしまいます。

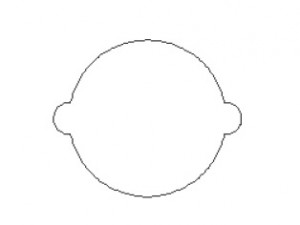
カシメピンに高い回転トルクが要求される場合には、溶接などの手間のかかる追加工を行うのではなく、左の図面のように丸穴の両端に小さい丸穴を追加します。こうすることで、ピンの差し込み部が小さい丸穴部に押し出されストッパーの役割を果たします。その結果回転トルクの強度が増加します。
なお実測値では、約2倍の回転トルクとなっています。
POINT
強度が必要な機構部品で採用されることの多いカシメピンは、通常は丸穴に挿入して締めることで取り付けられますが、それだけではなかなかトルク強度を向上させることができません。トルク強度を上げる方法としては溶接による追加工もありますが手間がかかるため、上記の図のように小さい穴を追加で設けるだけで強度を約2倍にまで向上させることができます(実測値)。
